
Hot Tap Operations
Home » Services » Well Intervention »
Hot Tap operations are used in the following situations:
- an obstruction in tubulars is detected during tripping operations and trapped pressure is suspected
- you need to enter an existing production line in a plant without depressurizing the line
- a valve needs replacing on a producing well where killing or depressurizing the well is not wanted
- to gain re-entry into an abandoned or suspended well
- in conjunction with freeze applications

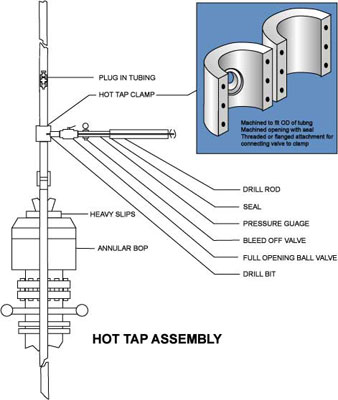
The Hot Tapping Process:
- Blockage is located and tubing is lifted until blockage is clear of well
- A hot tap clamp is secured on the tubing below the blockage and above the next coupling
- A full opening valve is attached to the hot tap clamp
- A drill is installed and the distance from fully retracted to extended touching tubing is measured
- The drill, valve and clamp assemblies are pressure tested to a minimum of 1.5 times the anticipated pressure or up to the maximum working pressure of the equipment being used
- The pressure on the drill is decreased to slightly less than anticipated tubing pressure. During this procedure, an increase in pressure on the drill side indicates penetration
- Once the hole is drilled, the shaft of the drill is retracted past the valve allowing the valve to close. The pressure is then bled off the drill allowing the drill to be removed
- Depressurize, freeze or pumping operations can commence
Hot Tap Unit Specifications:
- 5000 Psi working pressure manual drill for added control, with an air drill adapter
- Comes with a pump for pressure testing and equalizing the drill
- Stroke: 24″, 30″, 36″ (longer stroke units available upon request)
- Bit size: ½” – 2″ hole saw adapter available; 2″ – 6″ diameter
- Saddle clamps: from 1″ to 9 5/8” – other sizes available upon request
- All equipment meets NACE specifications
- Heli-portable for use in remote locations